破碎機優越生產廠家
專業生產破碎機、篩分機、砂石生產線



 服務熱線
服務熱線
來源: 發表時間:2015-06-25 08:20:14 點擊次數:【】
固體廢物紛繁復雜,其形狀、大小、結構和件質各異,為了使其轉變為更適合于運輸、貯存、資源化利用以及某一特定的處理處置方式的狀態,往往需要預先進行一些前期準備加工工序,即預處理。
固體廢物的預處理一般可分為兩種情況:其一是分選作業之前的預處理,主要包括篩分、分組、破碎和粉磨等,以使廢物單體分離或分成適當的級別,更利于下一步工序的進行;其二是運輸前或最終處理、處置前的預處理,主要包括破碎、壓縮和各種固化方法等,其目的是使廢物減容以利于運輸、貯存、焚燒或填埋等。
預處理操作技術主要運用物理或化學的方法進行操作,這樣不但可以實現固體廢物中某些目標物質的分離和集中,同時可以對其中的有效組分進行回收。這對于以資源化為最終目的的固體廢物處理系統而言,是至關重要的。
破碎,更確切地稱之為顆粒尺寸減小,是通過人力或機械等外力的作用,破壞物體內部的凝聚力和分子間作用力而使物體破裂變碎的操作過程。若再進一步加工,將小塊固體廢物顆粒分裂成細粉狀的過程稱為磨碎。破碎是固體廢物處理技術中最常用的預處理工藝。
破碎處理后的固體廢物之間不存在較大空隙,物料的密實度增加,顆粒尺寸分布趨于規律,大大有利于后續處理工序的需求。
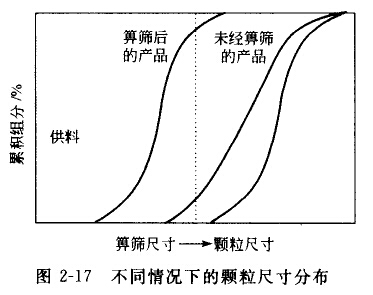
從圖2-17中可以看出,供料以及產品的顆粒尺寸分布曲線都是典型的“S”形。破碎過程中若無篦篩以限制出料的最大尺寸,則一些具有最大尺寸部分的物料在尺寸并未減小的情況下通過破碎系統是完全有可能的,而從整體上講,大部分顆粒的尺寸都減小了,這就使得該產品的PSD為一更寬的分布。如果系統中設有算篩,則產品的PSD曲線明顯左移。然而,由于原物料和破碎后的廢物的形狀不規則,一些大于篦篩升孔尺寸的顆粒,從對角位置或以一端向下的形式而透篩的情況時有發生,因此,篦篩產品的PSD曲線的一段要超過篦篩尺寸。
破碎幾乎是所有固體廢物處理方法必不可少的預處理工序,主要有以下優點:
(1)廢物容積減少,便于貯存與運輸;
(2)為分選提供要求的入選粒度,使原來的聯生礦物或聯結在一起的異種材料等單體分離,從而更有利于提取其中的有用物質與材料;
(3)破碎后,原來組成復雜且不均勻的廢物變得混合均一,比表面積增加,易于實現穩定安全高效的燃燒,盡可能回收其中的潛在熱值,也有助于提高堆肥效率;
(4)對于填埋處理而言,破碎后廢物置于填埋場并施行壓縮,其有效密度要比末破碎物高25%-60%,減少了填埋場工作人員用土覆蓋的頻率.加快實現垃圾干燥覆土還原,與好氧條件相結合,還可有效去除蚊蠅、臭味等問題,減少了昆蟲、鼠類傳播疾病的可能;
(5)防止不可預料的大塊、鋒利的固體廢物破壞運行中的處理機械,如分選機、爐膛等;
(6)便于固體廢物的資源化加工,如制磚、制水泥等,都有一定的粒度要求。
(1)固體廢物的機械強度
指固體廢物抗破碎的組力。通常都用靜載下測定的抗壓強度、抗拉強度、抗奶強度和抗彎強度來表示。其中抗壓強度最大,抗剪強度次之,抗彎強度較小,抗拉強度最小。一般以固體廢物的抗壓強度為標準來衡量:抗壓強度大于250MPa的為堅硬固體廢物;40-250MPa的為中硬固體廢物;小于40MPa的為軟固體廢物。
固體廢物的機械強度與廢物顆粒的粒度有關,粒度小的廢物顆粒其宏觀和微觀裂縫比大粒度顆粒要少,因而機械強度較高。
在需要破碎的廢物當中,大多數都呈現脆性,廢物在碎裂之前的塑性變形很小。但也有一些需要破碎的廢物在常溫下呈現較高的韌性和塑性,因此用傳統的破碎方法難以將其破碎,需要采用特殊的破碎手段。例如,橡膠在壓力作用下能產生較大的塑性變形卻不斷裂,但可利用它在低溫時變脆的特性來有效地破碎。
(2)破碎方法
分為干式、濕式、半濕式三類。其中,濕式破碎與半濕式破碎是在破碎的同時兼有分級分選的處理。干式破碎即通常所說的破碎,按所用外力的不同,干式破碎(以下簡稱破碎)又可分為機械能破碎和非機械能破碎兩種方法。機械能破碎是利用工具對固體廢物施力而將其破碎的;非機械能破碎則是利用電能、熱能等對固體廢物進行破碎的新方法,如低溫破碎、熱力破碎、低壓破碎或超聲波破碎等。
目前,廣泛應用的是機械破碎,破碎作用分為擠壓、摩擦、剪切、沖擊、劈裂、彎曲等。
①擠壓作用是將材料在兩個堅硬表面之間擠壓,這兩個表面或都是移動的,或是一個靜止一個移動,這種作用當供料是硬的、脆性的和易磨碎的材料時最為適合。
②摩擦作用是在兩個堅硬的物體表面的中間來碾碎廢物,由于摩擦需要較大的動力并會引起摩擦表面的磨損,因此它常常用于易于磨碎的材料。
③剪切作用指切開或割裂廢物,特別適于二氧化硅含量低的松軟物料(如廢輪胎、塑料等)。
④沖擊作用有兩種形式:重力沖擊和動沖擊。前者是使物體落到一個硬的表面上,物體在自重作用下被控碎,動沖擊是指供料碰到一個比它硬的快速旋轉的表面時發生的作用,在這種情況下供料是元支撐的,沖擊力使破碎的顆粒向破碎板以及向另外的錘頭和機器的出口加速。沖擊作用主要適合于脂性物料(如金屬、玻璃、陶瓷)的破碎。
固體廢物的機械強度特別是廢物的硬度,直接影響到破碎方法的選擇。在有待破碎的廢物(如各種廢石和廢渣等)中,大多數呈現腕硬性,宜采用劈裂、沖擊、擠壓破碎;對于柔韌性廢物(如皮橡膠、廢鋼鐵、廢器材等)在常溫下用傳統的破碎機難以破碎,壓力只能使其產生較大的塑性變形而不斷裂,這時,宜利用其低溫變脆的性能而有效地破碎,或接剪切、沖擊破碎;而當廢物體積較大不能直接將其供入破碎機時,需先行將其切割到可以裝入進料口的尺寸,再送入破碎機內;對于含有大量廢紙的生活垃圾,近幾年來國外已采用半濕式和濕式破碎。
鑒于固體廢物組成的復雜性,一般的破碎機兼有多種破碎方法,通常是破碎機的組件與要被破碎的物料間多種作用力在一起的混合作用。
破碎機的基本技術指標有兩個;一是總位能耗,即單位質量破砷產品的能量消耗,用于判別破碎機消耗的經濟性;二是破碎比,即破碎機在破碎過程當中,原廢物檢度與破碎產物粒度的比值。破碎比表示廢物粒度在破碎過程中減少的倍數,也就是表征了廢物被破碎的程度。破碎機的能量消耗和處理能力都與破碎比有關。
一般破碎機的平均破碎比在3-30之間;磨碎機破碎比可達40-400以上。
固體廢物每經過一次破碎機或磨碎機稱為一個破碎段。如若要求的破碎比不大,則一段破碎即可。對有些固體廢物的分選工藝,例如浮選、磁選等,要求人料的粒度很細,破碎比很大,往往根據實際需要將幾臺破碎機或磨碎機依次串聯起來組成破碎流程。
破碎段數是決定破碎工藝流程的基本指標,它主要決定破碎廢物的原始粒度和最終粒度。破碎段數越多,破碎流程就越復雜,工程投資相應增加。
為避免機器的過度磨損,工業固體廢物的尺寸減小往往分兒步進行,一般采用三級破碎,第一級破碎可以把材料的尺寸減小到7.62cm,第二級破碎減小到2.54cm,第三級減小到O.32cm。
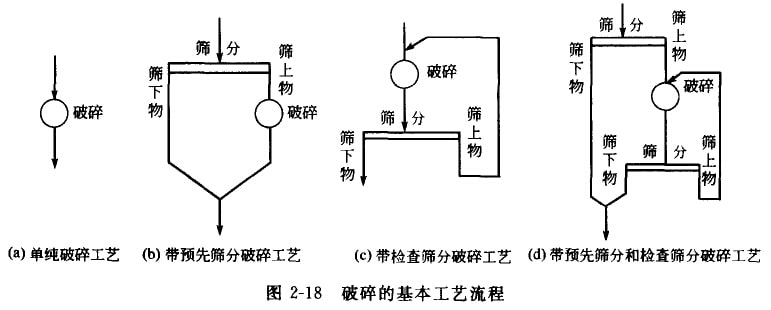
根據固體廢物的性質、顆粒的大小、要求達到的破碎比和選用的破碎機類型,每段破碎流程可以有不同的組合方式,其基本的工藝流程如圖2-18所示。
上一篇:直線振動篩簡介
下一篇:破碎機——“變廢為寶”利器

