破碎機優越生產廠家
專業生產破碎機、篩分機、砂石生產線



 服務熱線
服務熱線
來源: 發表時間:2015-05-27 10:49:30 點擊次數:【】
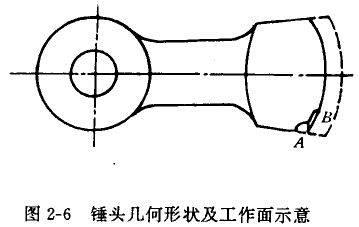
錘式破碎機是冶金、礦山、電力、建材等行業常用的破碎設備。錘頭(見圖2-6)是其中主要的易磨損件。其工作過程主要靠高速旋轉的錘頭將由高處落下的物料擊碎。被破碎了的物料以高速度向鏈條方向沖擊,粒度較大的經反復破碎,粒度較小的即從篦縫中排出。所以錘頭的工作方式是以撞擊為主,間有沖刷磨損。
目前國內生產鉆頭的材料多種多樣,有高錳鋼,有中碳鋼及中碳低合金鋼等等,這里以用量最大的高錳鋼為分析對象。破碎的物料更是五花八門,這里以破碎長石、石灰石、煤矸石,高爐礦渣、玻璃等物料為主進行分析。高錳鋼錘頭在破碎以上物料時其使用壽命根短,長的可用幾個班,短的僅幾個小時。為了尋求提高材料耐磨性途徑,為研究新材料,新工藝提供依據,我們對高錳鋼錘頭進行以下磨損失效分析。
(1)錘頭的工況條件
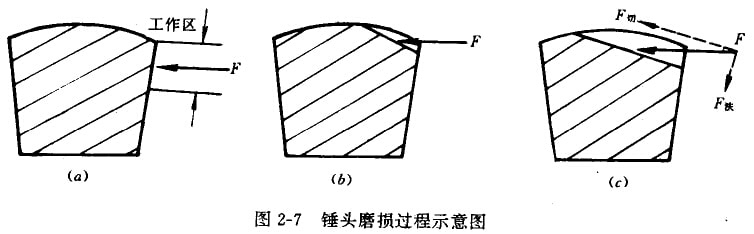
錘頭打擊物料的區域為工作面(見圖2-7a),隨工作面不斷被磨損工作面將發生(圖2-7b,c所示)變化,物料對錘頭的磨損方式也將發生變化,初期錘頭以被撞擊受力方式為主,當被磨損到一定程度時,物料將對錘頭工作面及瑞頭產生沖刷作用。當錘頭磨到一定尺寸后由于工作效率低,破碎物料粒度過大,就需更換錘頭了。
被破碎的物料硬度大都在HV600以下,硬度不高而且易碎。水韌處理后的高錳鋼錘頭硬反為HBl79-230。
(2)失效捶頭的宏觀分析
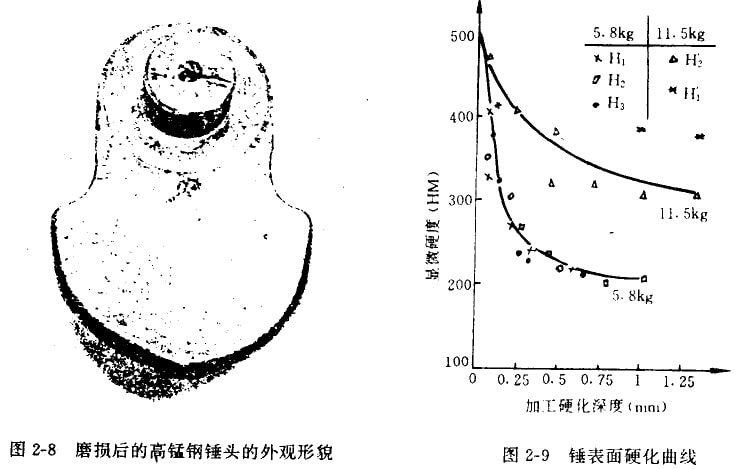
磨損失效后的高錳鋼錘頭見圖2-8。高錳鋼具有表麗加工硬化特性。當受到物料幢擊時。恢錘頭表面產生撿洛吭們出現加工硬化層。高錳鋼耐磨性好壞,主要決定于加工硬化層的深度和硬度,圖2-9是5.8kg錘頭和11.5kg錘殘體加工硬化曲線。由圖2-9可知,兩種錘頭的加工硬化效果很差,尤其是5.8kg錘頭,其最高加工硬度僅HM530,且加工硬化層不到0.5mm。可以認為這種上況條件下高錳鋼錘頭磨損屬于低沖擊磨料磨損,是造成高錳鋼錘頭耐磨性差的主要原因。
(3)微觀分析
當新錘頭開始工作時,工作區和物料是以撞擊形式接觸的,顯微照片(圖2-10)上可以看到撞擊坑,撞擊坑造成變形使錘頭表面產生加工硬化,多次檢擊后便產生疲勞裂紋,裂紋擴展交別形成磨滔,磨屑脫離造成錘頭磨損。當錘頭被磨損到一定程度時,工作區不再只與物料發生撞擊,而是撞擊的同時物料還將沿錘頭前端工作區產生滑動,造成物料對錘面的沖刷,圖2-11就是撞擊坑和切削犁溝共存的顯微照片。
(4)結論和建議
高錳鋼錘頭在破碎中等硬度以下的物料時,由于沖擊力不足,不能使撞擊表面產生充分的加工硬化層,是導致富錳鋼錘頭耐磨性不高的主要原因。工作區前端磨損后,物料將沿錘頭端滑動,對錘頭產生切削式原料磨損,加劇錘頭的磨損。
建議此類錘頭改用普通中低碳鋼制造,錘頭工作區及端頭等處堆焊硬面合金材料。這樣錘頭成本基本不增加,又可以提高其耐磨性,而且錘頭還可以反復堆焊使用。
上一篇:礦山機械磨損失效分析
下一篇:提高礦山機械耐磨性的途徑

